We help you with automation solutions
At EWAB, innovation and performance are the foundation of every solution we build. Our systems are running on factory floors across the world — in manufacturing, machining, and high‑efficiency assembly environments — trusted for their robustness, flexibility, and world‑class reliability.
We design complete production lines, from intelligent machine loading to large-scale turnkey concepts integrating conveyors, workpiece carrier systems, robot cells, and advanced flow control. Our mechanical engineers collaborate closely with your team to fine‑tune every detail, ensuring that each solution fits your production needs perfectly.
Once the design is finalized, our skilled build teams assemble the system in our workshops, and our software engineers rigorously test, validate, and run off every function before shipment. Finally, our installation teams bring everything to life on-site — ensuring a smooth start-up and long-term performance you can rely on.
Comprehensive Automation Solutions
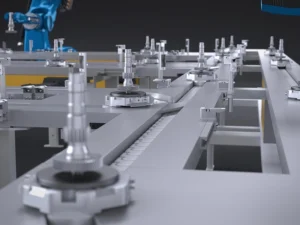
EWAB’s conveyor solutions, often referred to in the industry as pallet conveyors, chain conveyors, or in-plant logistics systems, are more accurately described as workpiece carrier systems. These systems are engineered to optimize material flow, ensuring integration within diverse production environments. Beyond conveyor systems, EWAB offers a broad spectrum of automation solutions, encompassing the design and construction of fully automated conveyor lines, integration of advanced robotic cells, and sophisticated loading devices. This comprehensive approach ensures that clients receive tailored solutions that enhance operational capabilities and drive productivity.
From Concept to Implementation: A Partner in Your Automation Journey
Embarking on an automation project can be a complex endeavour. EWAB stands as a steadfast partner throughout this journey, guiding clients from the initial conceptualization to full implementation. The process begins with a thorough analysis of the client’s specific needs, challenges, and goals. Leveraging decades of experience, EWAB’s team collaborates closely with clients to develop customized solutions that align with their operational objectives. This collaborative approach ensures that each solution is not only technically sound but also strategically aligned with the client’s vision.
Project Management – Bringing Value to Projects
Effective project management is pivotal to the success of any automation initiative. EWAB’s seasoned project managers employ a structured methodology to oversee every phase of the project. This includes meticulous planning, resource allocation, timeline management, and risk mitigation. Regular communication with clients ensures transparency and keeps all stakeholders informed of progress. By maintaining stringent oversight and fostering open collaboration, EWAB ensures that projects are executed seamlessly, on time, and within budget.
Material Flow Expertise: The Backbone of Efficient Production
At the heart of EWAB’s solutions lies a profound understanding of material flow principles. Recognizing that efficient workpiece flow is critical to operational excellence, EWAB designs systems that facilitate continuous, autonomous movement of workpieces through production processes. By applying principles such as Drum-Buffer-Rope and Lean manufacturing, EWAB ensures that production lines are optimized for maximum throughput with minimal work-in-process inventory. This focus on material flow not only enhances efficiency but also contributes to higher overall equipment effectiveness (OEE).
Knowledge Seminars: Empowering Clients Through Education
EWAB is committed to empowering clients with the knowledge needed to maximize the benefits of automation. Through specialized seminars, such as the Agile Production Seminar, clients gain insights into production flow principles, bottleneck protection, and the effective use of buffers. These seminars are designed for project investment teams, managers, and decision-makers, providing them with the tools to make informed decisions and drive continuous improvement in their operations.





{kind=link}
{kind=link}
{kind=link}